
Méca-Précis optimoi ohjausprosessit käyttäen robottimittaussoluja
Méca-Précis toteuttaa tarkistusprossiensa virtaviivaistuksen robottimittaussolujen avulla. Tämä ratkaisu yhdistää Mitutoyon koordinaattimittauskoneen sekä Engineering Datan robottiratkaisut ja se käytännössä poistaa pullonkaulat osien tarkistusprosessista.
www.mitutoyo.eu

Jotkin elinkeinot siirtyvät isältä pojalle, samoin palava into huippuosaamista kohtaan. Kun Bruno Mériaudeau puhuu siitä, miten sofistikoituneita hänen työpajassaan valmistetut komponentit ovat, säihke hänen silmissään ja innostus sekä vivahdus ylpeyttä hänen äänessään kertovat kaiken. Tämä rakastettava ja hyväntuulinen johtohenkilö on selvästikin perinyt syvän arvostuksen tarkkuusteknologiaa kohtaan. Hänen isänsä perusti yrityksen Méca-Précis vuonna 1975. Isällä oli voimakas yrittäjähenki sekä halu laittaa erittäin teknisten komponenttien valmistusta koskeva asiantuntemuksensa hyvään käyttöön. Hän hioi tämän asiantuntemuksen huippuunsa työskennellessään armeijassa, jossa hän suunnitteli ja valmisti räätälöityjä yksittäiskappaleita erittäin kapeisiin käyttötarkoituksiin. Hänen poikansa liittyi yritykseen vuonna 1982 ja Bruno Mériaudeau olikin tällöin perheyrityksen kahdeksas työntekijä. Nyt hän puolestaan valmistautuu välittämään soihdun omalle pojalleen Nicolakselle, joka alkoi johtamaan Méca-Précisiä vuonna 2023. Yritys työllistää tällä hetkellä 45 henkilöä ja käyttää 25 työstökonetta, joista 18 on CNC-ohjattuja. Châtillon-sur-Indren kaupungissa toimiva yritys on yli puolen vuosisadan ajan jatkuvasti vahvistanut sekä teknistä osaamistaan että tuotantokykyään.
Méca-Précis tarjoaa monenlaisia palveluita. Yritys on erikoistunut tällä hetkellä prototyyppiosiin, yksittäiskomponentteihin, pieniin ja keskikokoisiin tuotantoeriin sekä hitsattuihin mekaanisiin kokoonpanoihin. Yritys valmistaa kompleksisia osia avaruus- ja satelliittiteollisuuteen ja on säilyttänyt 48 vuoden ajan globaalin kartonkipakkauskoneiden johtajan luottamuksen valmistaen tälle osia ja kokonaisia osakokoonpanoja. Vaikka sofistikoituneiden komponenttien valmistamiseen tarvittava asiantuntemus ja laitteet ovatkin tärkeitä, on yhtä tärkeää varmistaa, että nämä osat täyttävät erittäin korkeat mittavaatimukset. Tästä syystä Méca-Précis käyttää koordinaattimittauskoneita (CMM) sekä mittaushuoneessa että suoraan tuotantoympäritössä. Eräät ilmailu- ja avaruussektorin asiakkaat vaativat 100-prosenttisen kaikkien mittojen tarkistuksen joka ikiselle valmistetulle kappaleelle sekä ennen pintakäsittelyä että sen jälkeen.
Kun tarkistuksesta tulee tuotannon pullonkaula
”Yhden nastan mittatarkastus kestää vain minuutin, mutta tarkistettavia nastoja voi olla jopa 300. Spektrin toisessa päässä saattaa olla yksittäinen kompleksinen komponentti, jota käytetään satelliitissa, ja sen tarkistukseen voi mennä jopa 80 tuntia”, selittää Nicolas Mériaudeau.
Kun tässä kontekstissa tuotantomäärät kasvoivat ja useat palettijärjestelmillä varustetut työstökeskukset toimivat läpi yön, koordinaattimittauskone ei enää pysynyt vauhdissa mukana. ”Kaksi tarkastajaamme kuvainnollisesti hukkuivat työhön. Jotta voisimme säilyttää korkean palvelutason ja tuotantolaadun sekä taata asiakkaillemme kohtuulliset toimitusajat, meidän oli löydettävä ratkaisu pullonkaulan poistamiseksi tarkistusprosessista. Aloimme siksi tutkia tapoja automatisoida tarkistusprosessi robottien avulla”, selittää Bruno Mériaudeau.
Kun Méca-Précisksen käyttämän koordinaattimittauskoneen valmistaja ei pystynyt tarjoamaan sopivaa ratkaisua, Nicolas Mériaudeau kääntyi Mitutoyon puoleen. Mitutoyo ehdotti sellaisen robottimittaussolun suunnittelua, jossa käytettäisiin MiSTAR-koordinaattimittauskonetta. Suunnittelu suoritettaisiin yhteistyössä Engineering Datan kanssa, joka on työstökeskuksien automatisointiin ja kiinnitysratkaisuihin erikoistunut yritys.
Robottimittaussolun käyttöönotto
Molemmat laatutarkastajat olivat läheisesti mukana projektissa alusta lähtien ja alle vuoden sisällä Mitutoyon, Engineering Datan ja Méca-Précisen tiimien alkutapaamisesta robottimittaussolu asennettiin tehtaaseen. Tätä seurasivat vaiheet, joissa kehitettiin osien tarkistusohjelmat, järjestelmän käyttöönotto, konfigurointi sekä tekninen hienosäätö. Näihin kului asennuksen jälkeen kuusi kuukautta ennen kuin järjestelmä oli täysin toiminnassa.
”Olemme käytännössä poistaneet pullonkaulan, joka sijaitsi laadunvalvontaprosessissa. Tämä ratkaisu antaa meille enemmän joustovaraa ja sallii meidän kasvattaa tarkistuskapasiteettiamme merkittävästi”, sanoo Bruno Mériaudeau tyytyväisenä. ”Jos meillä ei olisi tätä robottimittaussolua, emme pystyisi käsittelemään sarjavalmistettujen osien kasvavia tuotantomääriä. Nämä asettavat korkeat vaatimukset laadunvalvonnalle. Meillä on nyt ratkaisu, joka täyttää kaikki tarpeemme. Läpi koko projektin hyödyimme Engineering Datan ja Mitutoyon tiimien korkeatasoisesta kommunikoinnista, nopeasta reagoinnista, palvelualttiudesta ja maantieteellisestä läheisyydestä”, lisää Nicolas Mériaudeau. Tämän seurauksena Méca-Précisen kahden tarkastajan harteilla ollut paine on vähentynyt merkittävästi.
He voivat nyt luottaa siihen, että kaksi mittausratkaisua suorittavat kaikki tarvittavat tarkistukset talon sisällä. Robottisolu on vähentänyt merkittävästi heidän työtaakkaansa suorittamalla automaattisia tarkistuksia yötä päivää. Ennen kuin he lähtevät työpajasta, he lataavat osat robottijärjestelmään, joka sitten suorittaa tarkistukset automaattisesti heidän ollessaan poissa.
Robottimittaussolun arkkitehtuuri ja toiminta
Tämä ratkaisu perustuu Engineering Datan asiantuntemukseen työstökoneiden latausautomaatiossa sekä Mitutoyon tietotaitoon mittatarkastuksissa. Robottimittaussolu käyttää suljettua rakennetta ja lasipaneeleja, jotka takaavat käyttäjäturvallisuuden ja samalla sallivat käyttäjän nähdä kaiken mitä järjestelmän sisällä tapahtuu. Solu sisältää robotin, joka suorittaa käsittelyoperaatiot, Mitutoyo MiSTAR -koordinaattimittauskoneen, joka on tarkoitettu käytettäväksi tuotantotiloissa, sekä automaattisen varastointiyksikön, johon mahtuu 20 palettia, joihin tarkistettavat osat kiinnitetään. Latausasemaa voidaan käyttää solun ulkopuolelta ja se mahdollistaa vuorovaikutuksen käyttäjän kanssa laitteen toimintaa keskeyttämättä.
Prosessi alkaa latausvaiheesta. Käyttäjä asettaa paletin ja siinä olevan osan tähän tarkoitettuun latausasemaan. Kukin paletti on suunniteltu siten, että robotin on helppo käsitellä komponenttia ja että komponentin mittaus on helppoa. Käyttäjä valitsee solun käyttöliittymän kautta oikean osatyypin. Tämä tieto lähetetään solun ohjausjärjestelmään, joka automaattisesti yhdistää komponenttiin sitä vastaavan mittausohjelman. Tämän jälkeen robotti poimii paletin ja siirtää sen varastointiyksikköön. Tätä toimenpidettä voidaan toistaa, kunnes varastointiyksikkö on täynnä.
Sen jälkeen, kun paletit on ladattu, käyttäjä käynnistää tarkistussyklin käyttöliittymän kautta. Solu toimii tämän jälkeen autonomisesti. Robotti hakee varastoidut paletit yksi toisensa jälkeen ja sijoittaa ne mittauskoneen mittaustasolle. Mittaustaso sisältää kiinnityslaitteen, joka takaa kappaleen pysymisen paikoillaan mittauksen aikana. Koordinaattimittauskone suorittaa osaan yhdistetyn tarkistusohjelman ja suorittaa vaaditut dimensionaaliset mittaukset. Tämän vaiheen kestoaika riippuu tarkistettavien ominaisuuksien lukumäärästä ja komponentin kompleksisuudesta ja se saattaa kestää muutamasta minuutista aina useisiin tunteihin.
Tarkistuksen lopuksi robotti ottaa paletin ja palauttaa sen varastoyksikköön. Tämän jälkeen sykli jatkuu automaattisesti, kunnes kaikki ladatut osat on tarkistettu. Mittaustulokset tallennetaan järjestelmään, josta metrologiainsinöörit pystyvät hakemaan ne myöhemmin.
Kokonaistoiminta riippuu ohjausjärjestelmän, robotin ja mittauskoneen yhteistyöstä. Palettien käsittelyn automatisointi mahdollistaa sen, että latausoperaatiot suoritetaan erillään mittausvaiheesta. Näin ohjauslaitteita voidaan käyttää tauotta ja vähentää manuaalista käsittelyä.
Kuva 1: Tuotantoympäristössä käytettäväksi tarkoitettu Mitutoyon koordinaattimittauskone MiSTAR 555 on asennettu Méca-Précisen robottiohjaussoluun. Sen tarkkuus on taattu laajalla lämpötila-alueella ja mittakone kestää hyvin erilaisia ympäristöolosuhteita.

Kuva 2: Méca-Précisn käyttäjä valitsee Engineering Datan Easyprod-solun käyttöliittymästä robottimittaussoluun ladatun osan tyypin. Tämä tieto lähetetään solun ohjausjärjestelmään, joka automaattisesti yhdistää osaan sitä vastaavan tarkistusohjelman.
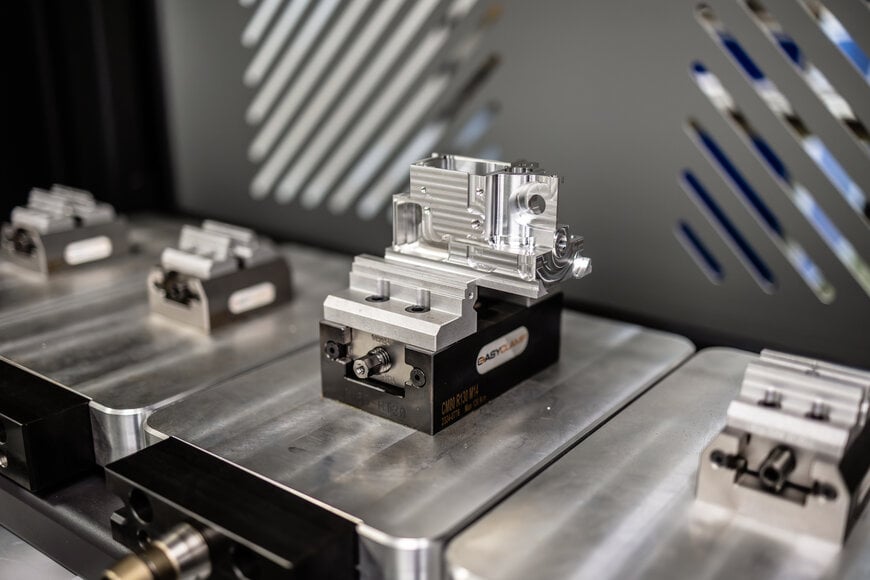
Kuva 3: Tarkistettavat osat asetetaan paletteihin, jotka on suunniteltu mahdollistamaan käsittely robottijärjestelmällä.

Kuva 4: Robotti hoitaa tarkistettavien osien lataamisen varastoalueelle. Tämän jälkeen robotti hakee varastoidut paletit yksi toisensa jälkeen ja sijoittaa ne mittauskoneen mittaustasolle. Mittaustaso sisältää kiinnityslaitteen, joka takaa kappaleen tarkan asemoinnin ja pysymisen paikoillaan koko mittausprosessin ajan.
